
At Pharma Techno Solution, we specialize in delivering advanced HVAC, Clean Room, and Turnkey Engineering Solutions for the pharmaceutical, healthcare, biotechnology, laboratory, and industrial sectors. We provide end-to-end services including clean room design, HVAC installation, ducting, ventilation systems, and project execution tailored to meet industry-specific requirements.
Our reputation is built on engineering excellence, regulatory compliance, and uncompromising quality standards. All our solutions are designed in accordance with cGMP and international cleanroom guidelines, complying with WHO, EU GMP, Schedule M, and other regulatory standards to ensure safety, reliability, and high performance in critical environments.
With a commitment to innovation, precision, and customer satisfaction, Pharma Techno Solution delivers efficient, sustainable, and cost-effective solutions that help clients achieve operational excellence and long-term success.







Any company is as good as its employees. Our team has a wealth of experience with core strength in the pharmaceutical industry.
Our team keep themselves abreast with the current trends in the industries we cater to. It is reflected in our wide array of superior quality product offerings. They are designed to meet the operational flexibility and international quality standards as per cGMP standards.








High-pressure polyurethane foam (PUF) insulated sandwich panels designed for cleanroom walls and ceiling partitions. They offer outstanding thermal insulation, lock joints, and flat flush surfaces that prevent any particle accumulation.
Double-skin custom Air Handling Units engineered for precise control of ventilation, temperature, humidity, and sterile HEPA filtration, ensuring compliant laminar airflow in critical pharmaceutical environments.
High-quality HVAC ducting systems designed for minimal air leakage and low pressure drops. Precision-fabricated using Galvanized Iron (GI) or Stainless Steel (SS) to ensure optimal air distribution and HVAC performance.
Active pass boxes equipped with dynamic HEPA air purging and self-recirculation. Used to transfer materials safely between areas of different cleanliness classes without disrupting cleanroom pressure.
Class II microbiological safety cabinets designed for sterile product protection and operator safety. Features laminar air circulation, negative pressure containment, and safe-change HEPA filter exhausts.
Energy-efficient water chiller units designed to supply constant chilled water to HVAC cooling coils and cleanroom process lines, engineered for reliable, continuous heavy-duty industrial performance.
Clean, high-purity utility piping systems (orbital-welded SS316L) designed to safely distribute purified water, clean steam, compressed air, vacuum, and process gases to manufacturing machines.
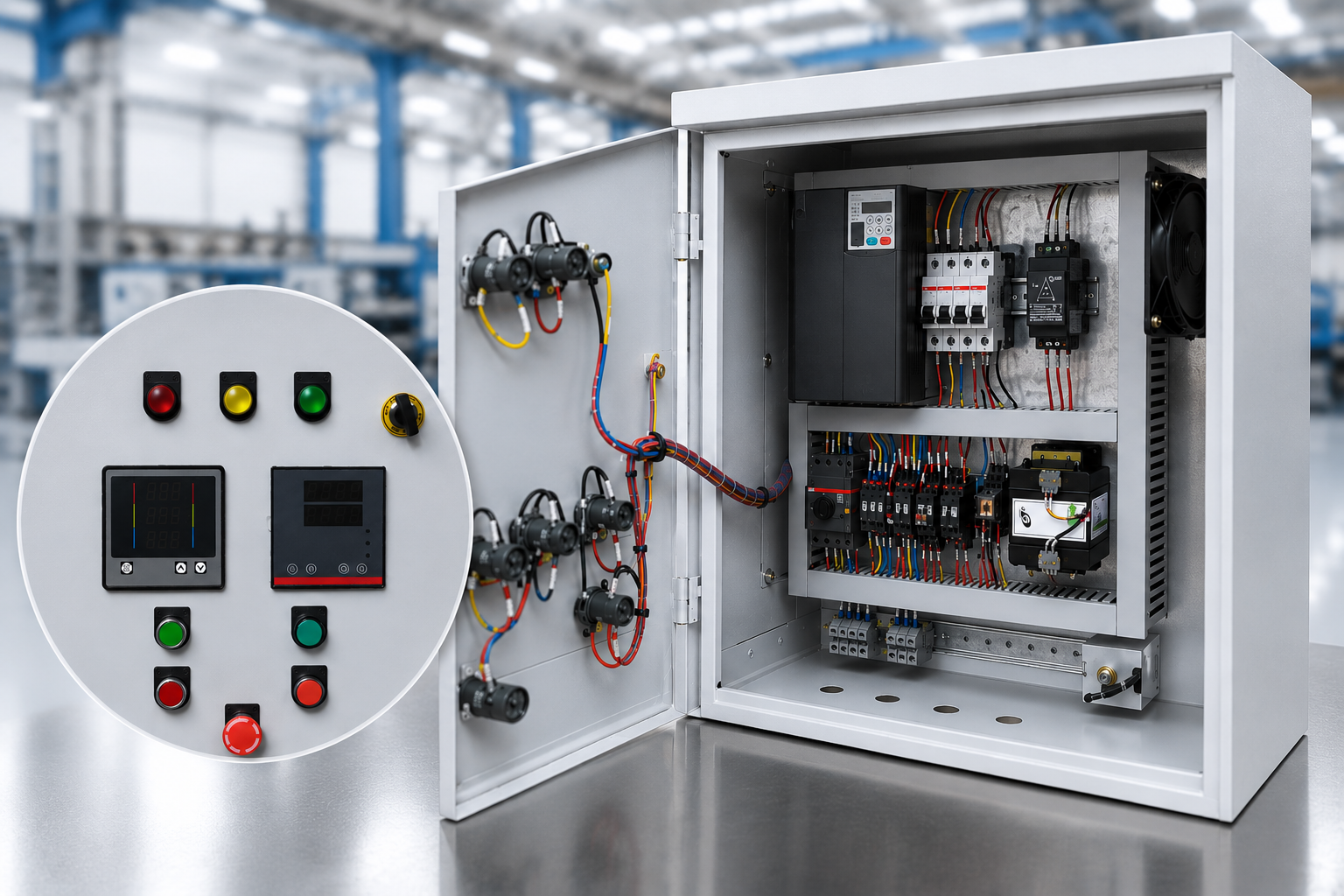
Custom-engineered HT/LT, MCC, and PCC electrical control panels with integrated PLC automation, motor starters, and VFDs to safely regulate the entire HVAC and cleanroom machinery.
Heavy-duty, high-pressure insulated copper refrigerant line piping designed for connecting outdoor VRF and condensing chiller units with interior air handling systems, preventing condensation and energy loss.





.jpg)
.png)


.jpg)
.jpg)
.jpg)
.jpg)
.jpg)



.jpg)
Tell us about your facility requirements and our engineering team will respond within 24 hours with a preliminary assessment.
Khasra No. 3193, Rampur, Opp - Jio petrol pump, Selaqui Road, Dehradun (UK) - 248197